关键词 |
Poliangolar六方钻,意大利Poliangolar,Poliangolar旋转冲削刀具,Poliangolar拉刀 |
面向地区 |
用途 |
金属切削 |
|
加工定制 |
是 |
是否标准件 |
标准件 |
是否涂层 |
涂层 |
是否库存 |
库存 |
是否批发 |
批发 |
样品或现货 |
现货 |
适用机床 |
多款供选 |
材质 |
高速钢 |
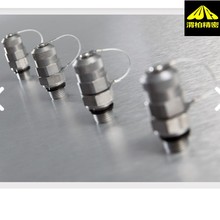
意大利Poliangolar旋转拉刀设置:
Poliangolar 设备配备完全密封的轴承,因此不需要定期润滑。
Poliangolar 器具完全无需调整。机床的对准极其重要,事实上,设备相对于工件的任何未对准都是刀具破损以及产生不正确形状的主要原因。
要将设备与正在加工的工件一起放置在转塔(或工作中心上的机床主轴)的中心,只需插入设备并将其锁定即可。

意大利Poliangolar冲头、四方冲头、六方冲头常见问题解决方案
1.该工件被推入机器中可能的原因
该部件未正确固定。
使用合适的夹头。
2.拉刀碎屑/寿命很短。可能的原因
夹具偏离工件中心安装。
未正确准备零件。
速度和进度不准确。
确保机床居中。
确保预孔足够宽和深。
调整速度和进给,减少工件与拉刀次接触时的转数。
3. 加工不居中/齿在一侧较宽可能的原因
夹具偏离工件中心安装。
该部件弯曲。
确保机床居中。
在工件与拉刀次接触期间,将速度降低至 50-100 RPM(进给量相同)。
支撑工件,使其不会弯曲。
4.芯片保留在工件的底部可能的原因
排气槽缺失。
开始拉削之前,在工作深度末端添加一个退刀槽。可以在拉削结束时使用与预钻孔相同的工具去除切屑。

Poliangolar旋转拉刀达到的精度:
如果拉削操作正确,凹槽或外部轮廓的形状和尺寸将与加工过程中使用的刀具截面的形状和尺寸相同。理论上零容忍水平。
Poliangolar冲头是拉削,开槽,啮合和铆接问题的理想解决方案。 每个车间都是的,它很容易安装在任何机床上,并可用于钢,铝,黄铜,钛,青铜,塑料和其他合金的加工。
重庆本地Poliangolar旋转拉刀热销信息