





关键词 |
广西贵港国盛激光激光熔覆设备生产厂家,重庆梁平国盛激光激光熔覆设备价钱,重庆渝北激光熔覆设备修复,重庆奉节国盛激光激光熔覆设备生产厂家 |
面向地区 |
检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。
激光熔覆技术是一种的表面修复技术,可以应用于大型构件的修复。它主要是利用激光束对材料表面进行加热,使其部分熔化并与底材融合,形成新的涂层或修复材料。这种技术有以下优点:
1、 :激光熔覆技术可以快速进行表面修复,减少生产时间和维修成本。
2、 精度高:激光熔覆技术可以实现的表面修复,修复后的构件符合设计要求。
3、 适用范围广:激光熔覆技术可以应用于多种材料的表面修复,如钢、铝、镍基合金等。
4、 质量稳定:激光熔覆技术可以消除焊接过程中的气孔、裂纹等缺陷,修复后的构件质量稳定。
在大型构件修复中,激光熔覆技术可以应用于船舶、桥梁、飞机和汽车等重要构件的表面修复。例如,船舶的螺旋桨、舵叶和船体表面的修复,可以使用激光熔覆技术实现。另外,在飞机和汽车等重要构件的修复中,激光熔覆技术也可以应用于引擎、变速器和发动机等部件的表面修复。
总之,激光熔覆技术在大型构件修复中具有广泛的应用前景。随着科技的不断发展,相信激光熔覆技术在大型构件修复中的应用将会越来越广泛,为构件的维修和修复提供更为、、稳定的技术支持,降低维修成本和停机时间。
评判激光熔覆层的熔覆效果,主要从两个方面:
一、宏观上,检查熔覆道的形状、表面粗糙度、裂纹、气孔及稀释率等;
二、微观上,检查是否形成了良好的结构,是否能提供所需的性能。
此外,还应确定表面熔覆层化学元素的种类和分布,并注意分析过渡层的状况是否为冶金结合,必要时进行质量寿命检测。
如何检验激光熔覆效果:
1、熔覆的工件是否有裂纹、气孔;
2、熔覆工件熔覆后的表面粗糙程度;
3、是否获得低稀释率的良好涂层,并且涂层成分和稀释度是否可控;
4、快速熔覆时,工件的变形是否降低到零件的装配公差内;
5、送粉器送粉的稳定性和熔覆层的均匀性可是一致性;
6、粉末利用率可在范围内;
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
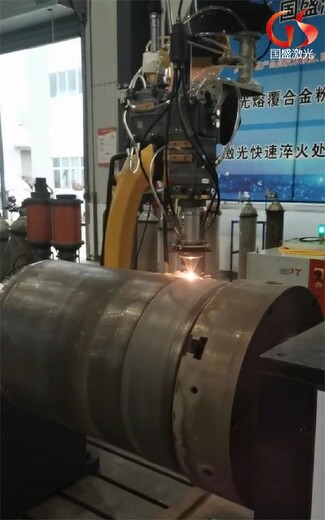
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;




















