关键词 |
云南多功能钢板卷圆,钢板卷圆尺寸,重庆钢板卷圆,四川经营钢板卷圆 |
面向地区 |
卷圆加工工序,在钢板加工中经常见到,这种加工的目的主要是将钢板材料通过卷圆设备卷成扁圆形。
那么卷圆加工是怎么工作呢?我们简单来说一下:在进行卷圆工作时,我们要在加工的钢板材料中间画一条线作为控制线,然后再把卷圆加工的钢板两部分分别卷成两个半圆形。然后我们会发现平圆的直线段就是剩下的直边部分。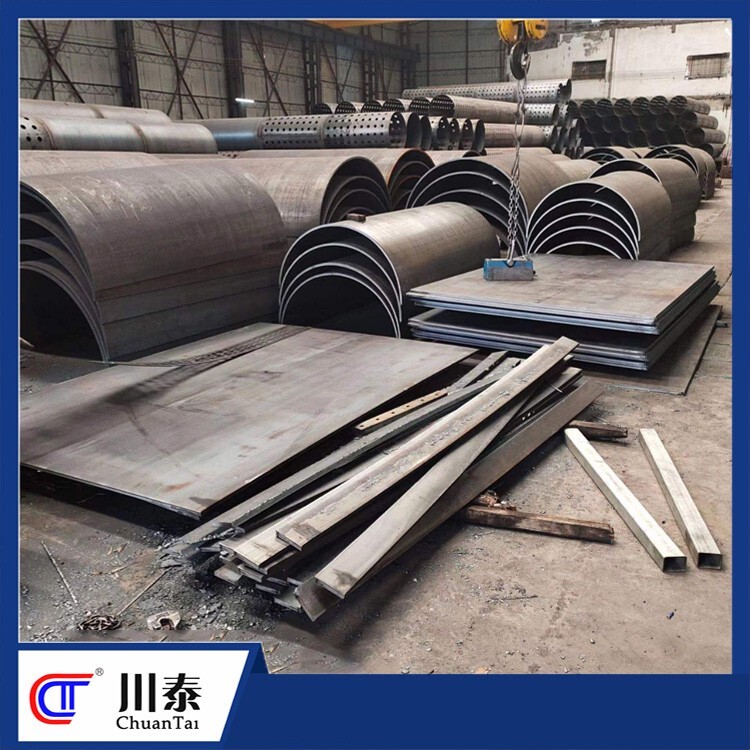
我们根据加工时钢板变形的特点,可以把卷圆过程可分为弹性变形、弹塑性变形、纯塑性变形三个阶段,下面来详细说明:,当钢板刚刚卷成圆形时,外弯矩值一般不大且内应力值小于材料的屈服极限,此时钢板材料只在坯料内部产生弹性变形,这就是所谓的弹性变形阶段。其次,接下来的加工过程,弯矩值会继续慢慢增大,其内应力超过钢板材料的屈服极限,此时钢板材料会由弹性变形阶段,过渡到弹塑性变形和纯塑性变形。
要注意的是如果操作不好的话,还可能还会出现另一种情况,钢板材料可以会产生裂纹。当应力加到大时,金属在大量塑性变形后发生断裂也是非常常见的一种现象。
钢板卷圆的焊接工艺参数的影响主要包括两方面:
(1)焊接电流根据螺旋钢管的生产特点,通常内焊使用较小的焊接电流,而外焊使用较大的焊接电流。但是,在较大焊接电流条件下,熔池的搅拌作用加剧,且焊丝的熔化量也相应增多,得到的焊缝余高增高,焊缝成型恶化,边缘过渡较差。
(2)焊接电压由于焊接电弧呈圆锥形状,而焊接电压的大小直接影响到电弧的长短。因此,随着焊接电压的增加,电弧长度增加,电弧斑点的移动范围扩大,熔池变宽,会得到较宽的焊缝成型。如果在水平位置进行焊接,仅会使焊缝的宽度发生变化,而不会影响焊缝的边缘过渡。但螺旋焊管的外焊是在斜坡上进行焊接,熔融状态的焊缝金属在重力作用下会发生侧向流淌。由此可知,焊接电压越大,熔池越宽,焊缝金属发生侧向流淌的趋势就越严重,终导致焊缝金属偏流。
成都市川泰聚好阀门有限公司是一家从事阀门、管道附件为主的大型生产加仓储式服务公司,坐落于金府路长久机电城,2000平厂址位于沙西线。主要生产批发产品有四大系列:刚性柔性防水套管系列、高低压管道阀门系列、钢制/铸铁伸缩器系列、弯头法兰等管道附件,专业配套于给排水,消防,暖通,水厂等工程。 川泰聚好阀门产品品种齐全,质优价廉,是给排水、热力管道,建筑领域的理想产品。我们一直贯彻“及时、周到、全面、高效率”的服务宗旨,秉承“品质缔造客户价值”的经营理念,以卓越的品质、合理的价格。欢迎各界朋友莅临参观、指导和业务洽谈。